ADDH HOWFIT nagysebességű precíziós présegy nagy hatékonyságú, nagy pontosságú sajtolófeldolgozó berendezés, amelyet széles körben használnak alkatrészek sajtolására olyan iparágakban, mint az autóipar, az elektronika és a háztartási gépek. Ez a cikk a berendezés mechanikai felépítését, vezérlőrendszerét, kivágási elvét és technológiai fejlesztési trendjeit tárgyalja a mérnöki technológia szempontjából.
1. Mechanikai szerkezet
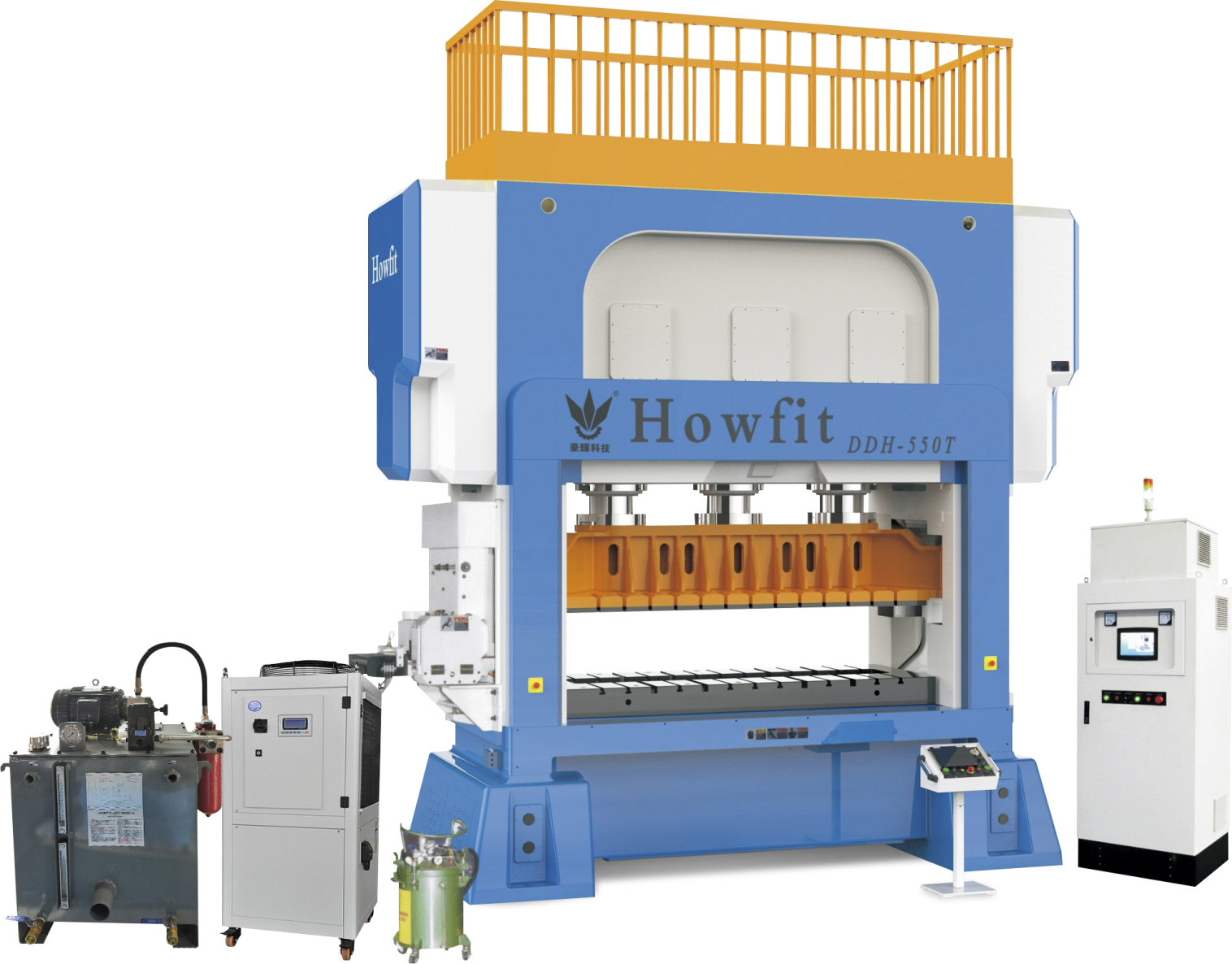
A portálgép típusú nagysebességű precíziós lyukasztógép alapvető mechanikai felépítése négy részből áll: a törzsből, a lyukasztógépből, a formából és az adagolórendszerből. Ezek közül a törzset két felső és egy alsó portálgép típusú öntöttvas keret tartja, a felső rész vezetősíneken és csúszkákon keresztül kapcsolódik a lyukasztógéphez, az alsó rész pedig az adagolórendszer alapja. A lyukasztóprés a gép központi eleme, amely egy lyukasztókeretből, egy főtengely-átviteli mechanizmusból, egy összekötő rúd-átviteli mechanizmusból és egy tűrúd-mechanizmusból áll. A forma a céldarabok lyukasztására szolgáló eszköz, amely egy formakeretből, valamint felső és alsó modulokból áll. Az adagolórendszer egy adagolómechanizmusból és egy adagolóasztalból áll, amely az anyagok formába juttatását végzi.
A gép teljes szerkezete a portálszerkezetre épül, amely nagy szilárdságú és nagy teherbírású, így nagy sebességű lyukasztás során is képes fenntartani a stabilitást és a nagy pontosságot. Ezenkívül a mechanikai szerkezet többcsatornás megerősítési eljárást is alkalmaz, hogy a gép stabilabb és tartósabb legyen használat közben.
2. Vezérlőrendszer
A portál típusú nagysebességű precíziós lyukasztógép vezérlőrendszere két részből áll: hardverből és szoftverből. A hardver főként szervomotorokat, vezérlőket, érzékelőket stb. tartalmaz, a szoftver pedig a vezérlőn futó program, amely a különféle vezérlőfunkciók megvalósításáért felelős. A vezérlőrendszer főként három aspektuson keresztül valósítja meg a gép automatikus gyártását: mozgásvezérlés, nyomásvezérlés és kivágásvezérlés. Érdemes megemlíteni, hogy a vezérlőrendszerben található ütésvezérlési technológia nagy sebességű, nagy hatékonyságú és nagy pontosságú sajtolási feldolgozást tesz lehetővé, biztosítva a gyártási minőséget és hatékonyságot.

3. Lyukasztási elv
A portálszerkezetű nagysebességű precíziós lyukasztógép lyukasztási elve az anyag formázása a lyukasztógépen keresztül. Konkrétan a gép főtengely-átviteli mechanizmusa továbbítja a motor által biztosított teljesítményt a tűrúd mechanizmusának, így a tűrúd előre-hátra mozog. Amikor a tűrudat lenyomják, a formában lévő dudor össze van kötve a tűrúddal, aminek következtében a modul leesik, amíg ütközik a felső modullal. Az ütközés pillanatában a szerszám szuperszonikus erőt fejt ki, és formára üti az anyagot. A lyukasztási folyamat során több paramétert kell szabályozni, például a lyukasztási sebességet, az erősséget, a lyukasztás pozícióját stb., hogy biztosítsák a lyukasztás és alakítás pontosságát és hatékonyságát.
4. Technológiai fejlődési trend
Jelenleg a tudomány és a technológia folyamatos fejlődésével, valamint a piac folyamatos keresletével a portál típusú nagysebességű precíziós lyukasztógép mechanikai felépítése, vezérlőrendszere és lyukasztási elve folyamatosan fejlődik és újul meg. A technológiai fejlesztési trendek konkrétan a következő szempontokat foglalják magukban:
1. A pontosság és a sebesség javítása: Az elektronikus vezérléstechnika, a szervotechnika és az ütésvezérlési technológia folyamatos fejlesztésével a portál típusú nagysebességű precíziós lyukasztógép gyorsabbá és pontosabbá válik.
2. Fokozott automatizálás: Az intelligens gyártás térnyerésével a portál típusú nagysebességű precíziós lyukasztógépek alkalmazása a gépautomatizálásban és a digitalizációban tovább fog növekedni.
3. A rendszer fejlesztése: A portál típusú nagysebességű precíziós lyukasztógép vezérlőrendszerét és mechanikai szerkezetét folyamatosan fejlesztjük és optimalizáljuk, hogy megfeleljen a piac nagy hatékonyságú, kiváló minőségű és alacsony költségű gyártás iránti igényeinek.
5. Esetösszehasonlítás
Példaként az autóalkatrészek lyukasztását tekintve a hagyományos CNC lyukasztógépek sebessége általában percenként 200-600, míg a portálos nagysebességű precíziós lyukasztógépek sebessége elérheti az 1000-et is percenként. Ezért a portálos nagysebességű precíziós lyukasztógépek használata jelentősen javíthatja a termelési hatékonyságot. Ezenkívül a portálos nagysebességű precíziós lyukasztógép pontossága sokkal magasabb, mint a hagyományos CNC lyukasztógépé, és részletesebb és összetettebb alkatrészeket is képes stancolni. Ezért a nagy pontosságot és nagy sebességet igénylő gyártás területén a portálos nagysebességű precíziós lyukasztógép nagyobb előnyökkel és alkalmazási lehetőségekkel rendelkezik.
Közzététel ideje: 2023. június 14.